Für das Drucken eines dreidimensionalen Objekts mit einem 3D Drucker müssen zunächst aus der CAD Konstruktionsdatei Druckdaten für den jeweiligen 3D Drucker generiert werden. Dies erfolgt mit einer CAM (Computer Aided Manufactoring) Software, die jeder Hersteller eines 3D Druckers bereitstellt.

Die CAM Software Cura
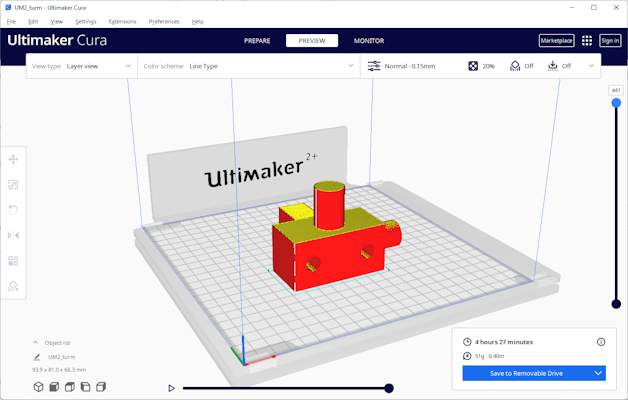
Für 3D Drucker der Firma Ultimaker ist dies die CAM Software Cura. Damit werden aus den geometrischen 3D-Daten eines Körpers Druckdaten für die Steuerung der Komponenten in einem 3D Drucker für die additive Fertigung des gewünschten Objekts erzeugt. Dieser Vorgang wird als slicen bezeichnet.
Download und Installation von Cura
Die frei erhältliche Software Cura kann unter der folgenden Adresse heruntergeladen werden:
https://ultimaker.com/software/ultimaker-cura/
Allgemeine Informationen
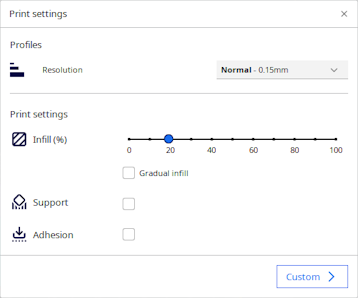
Bei der Erzeugung von Druckdaten zur Steuerung der mechanischen Antriebe eines 3D Druckers, wie auch des Ausbringen des geschmolzenen Kunststoffs (extrudieren) werden grundsätzlich zwei Hauptparameter festgelegt: die Schichtdicke (resolution) und die Füllung (infill). Diese beiden Parameter beeinflussen die Qualität der Oberfläche, die Stabilität, den Verbrauch des Druckmaterials, wie auch die Druckzeit.
Ergänzend dazu wird von einer CAM Software für einen 3D Drucker auch noch die Möglichkeit angeboten, sogenanntes Stützmaterial zu drucken. Auch ist es vielfach möglich, die erste aufgebrachte Schicht auf eine Haftschicht (Adhesion) zu vergrößern.
Einstellungen der Druckparameter in Cura
Parameter Resolution
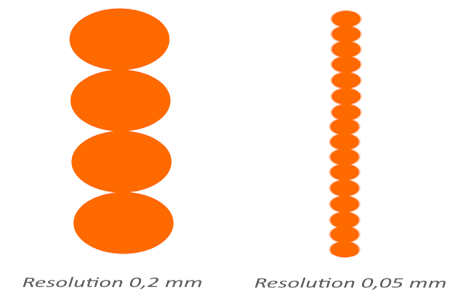
Damit legt man die Dicke einer Kunststoffschicht fest, die beim Aufbau des Körpers übereinander aufgebracht wird. Bei den meisten 3D Druckern sind hier Werte zwischen 0,05 mm und 0,2 mm möglich. Je dünner eine Schickt ist, desto länger dauert der Druck, desto glatter und qualitativ hochwertiger werden allerdings die Oberfläche des Körpers und die Details an der Außenseite.
Oft duckt man einen Prototypen zunächst mit größerer Schichtdicke, um schnell einmal ein Ergebnis des entworfenen Körpers in Händen zu halten. Entspricht das Ergebnis den Vorstellungen und Vorgaben der Konstruktion, kann der Körper in Folge mit geringerer Schichtdicke und somit höherer Qualität gedruckt werden.
Benötigt der Druck eines Objekts mit einer Schicktdicke von 0,2 mm eine Stunde, dann dauert der Druck mit einer Schicktdicke von 0,05 mm vier mal so lang, also vier Stunden.
Parameter Infill
Mit diesem Wert wird festgelegt, wie der Körper mit Material ausgefüllt werden soll. Ein Wert von 100% bedeutet, dass der Körper im Inneren vollständig homogen mit Kunststoff gefüllt ist. Bei kleineren Körpern wird je nach % Angabe innerhalb der Wände eine dreidimensionale Struktur (meist in Wabenform oder in der Form eines Gitters) aufgebaut. Ein Infill-Wert von 0% hätte keinen Sinn, da dann darüber keine Dechfläche des Körpers aufgebaut werden könnte.
Vielfach verwendet man einen Infill-Wert von 20-30%, der für die meisten Anwendungen einen guten Mittelwert zwischen Stabilität, benötigtem Material und Druckzeit darstellt.

Support
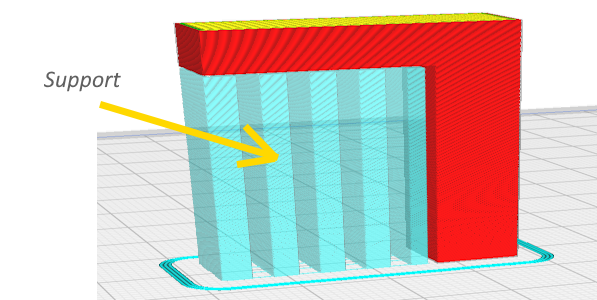
Aufgrund des schichtweisen Aufbaus des Körpers bei diesem Verfahren von unten nach oben können überhängende Bereiche eines Körpers grundsätzlich nicht gedruckt werden, da der geschmolzene Kunststoff dort beim Ausbringen nach unten fallen würde. Lässt sich ein Objekt dennoch nur so konstruieren, dass Überhänge unbedingt notwendig sind, so kann ein Stützbereich in der Form einer Gitterkonstruktion mitgedruckt werden, auf der dann der überhängende Teil eines Körpers "aufgelegt" wird.
Dieses Stützmaterial ist gerade so stabil, dass es daraufliegende Schichten trägt und kann nach dem Abkühlen sehr leicht herausgebrochen werden, ohne den tatsächlichen Körper dabei zu beschädigen.
Adhesion
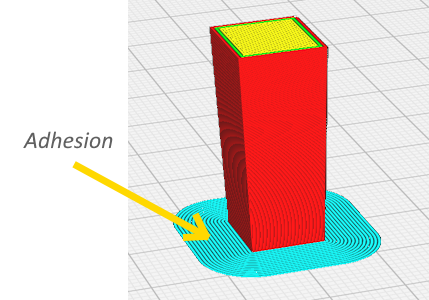
Haben Objekte nur eine sehr kleine Grundfläche, so haftet meist die erste Schicht nur sehr schlecht auf der Trägerplatte. Die zweite Schicht kann dann nicht korrekt aufgebracht werden und der Druck muss abgebrochen werden. Damit dies nicht geschieht, kann die erste Schicht auf eine größere Haftschicht erweitert werden, indem rund um die ursprüngliche Grundfläche des Körpers eine 5-10 mm breite Fläche dazugedruckt wird.
Somit haftet die erste Schicht sehr gut auf der Trägerplatte und die weiteren Schichten können problemlos darauf aufgebracht werden. Diese Haftschicht lässt sich nach dem Auskühlen des Körpers leicht abbrechen oder mit einem scharfen Messer wegschneiden.
Tutorials
Video-Tutorials zur Erstellung von Druckdaten mit Cura für einen Ultimaker 3D Drucker in Vorbereitung ...